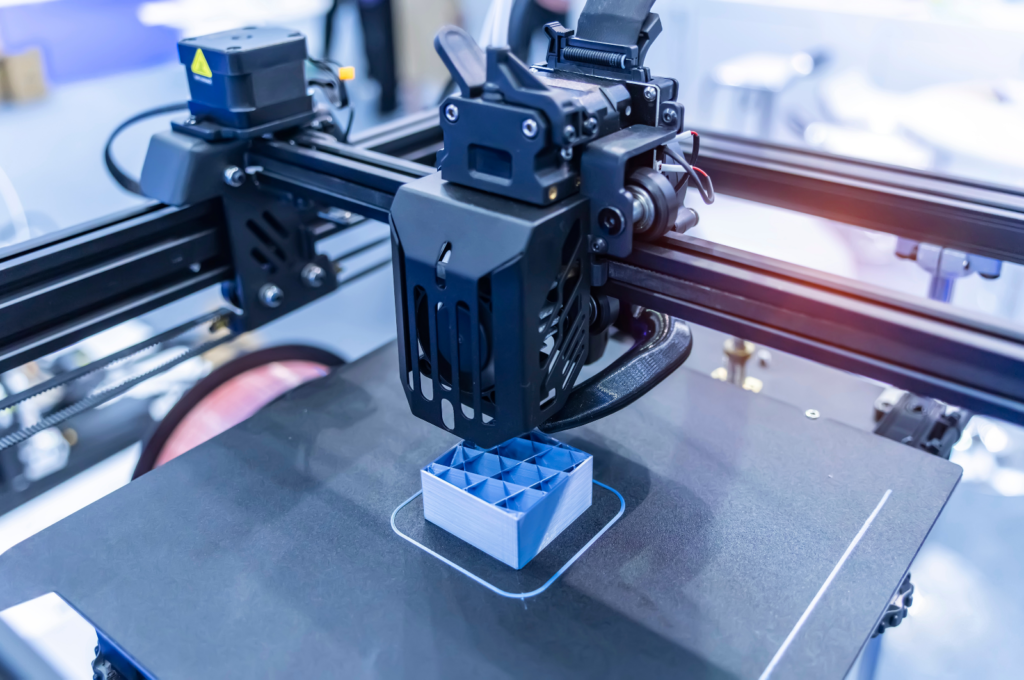
For product developers and engineers, there’s a familiar bottleneck: you need a functional part in days — not weeks — to validate a design, run a fit check, or present to a customer. Traditional CNC machining has a minimum entry cost in setup time, programming, and fixturing that makes single-piece iteration expensive and slow. Industrial 3D printing eliminates that entry cost entirely. No tooling. No fixtures. No programming. The machine reads your CAD file and builds the part layer by layer — directly from digital geometry. And when that capability is available nearshore in Tijuana, with same-day delivery to San Diego, the product development economics shift dramatically.
01 3D Printing vs. CNC Machining — When to Use Which
3D printing and CNC machining are complementary, not competing processes. Knowing when to use each one is the first decision every engineer needs to make:
| Factor | 3D Printing | CNC Machining |
|---|
| Tooling / Setup Cost | $0 — file in, part out | $50–$500+ setup per job |
| Speed (1–5 pcs) | 24–72 hours | 5–10 business days |
| Complex Internal Geometry | No limitation | Highly limited |
| Dimensional Accuracy | ±0.1–0.5 mm | ±0.025 mm and tighter |
| Surface Finish (as-built) | Ra 3–12 µm (layer lines) | Ra 0.8–3.2 µm |
| Material Strength | Good (anisotropic) | Full isotropic strength |
| Best Volume | 1–50 pcs | 1 pc to high volume |
| Design Iteration Cost | Near zero | Setup cost per revision |
| Metal Parts | Specialist process (DMLS) | All metals, standard |
💡
The Practical Rule
Use 3D printing when geometry complexity, speed, or iteration rate matters more than surface finish or tight tolerances. Use CNC machining when mechanical properties, dimensional precision, or material specification are the primary drivers. For many programs, the best approach is both — 3D print early prototypes, then transition to machined production parts once the design is locked.
02 Technologies Available: FDM, SLA & SLS
Three core additive manufacturing technologies cover the vast majority of industrial use cases. Each has a distinct capability profile:
FDM
Fused Deposition Modeling
Extrudes thermoplastic filament layer by layer. Widest material range, largest build volumes (up to 18″ sq.), lowest cost. Best for functional prototypes, jigs, and large enclosures.
SLA
Stereolithography
Cures photopolymer resin with a UV laser. Highest surface quality and finest detail of the three. Best for visual models, snap-fit parts, and small precision components.
SLS
Selective Laser Sintering
Fuses nylon powder with a laser. No support structures needed — ideal for complex geometries. Best for functional end-use parts with good mechanical properties and no visible layer lines.
| Technology | Layer Thickness | Tolerance | Best For | Lead Time |
|---|
| FDM | 0.1–0.3 mm | ±0.5 mm | Functional prototypes, fixtures, large parts | 24–48 hrs |
| SLA | 0.025–0.1 mm | ±0.1–0.2 mm | Visual models, fine features, snap fits | 24–72 hrs |
| SLS | 0.1–0.15 mm | ±0.3 mm | End-use parts, complex geometry, no supports | 3–5 days |
03 Materials: Engineering-Grade Plastics & Resins
FDM — Thermoplastic Filaments
ABS
Acrylonitrile Butadiene Styrene
Good impact resistance and heat tolerance (~85°C). Standard for functional housings, brackets, and mechanical prototypes.
PETG
Polyethylene Terephthalate
Better chemical resistance than ABS, easier to print. Good for fluid-contact parts, clear components, and food-safe applications.
ASA
Acrylonitrile Styrene Acrylate
UV and weather resistant. Direct replacement for ABS in outdoor or UV-exposed applications without yellowing or embrittlement.
PA12 / PA6
Nylon Filament
High toughness, fatigue resistance, and low friction. Ideal for gears, hinges, cable guides, and load-bearing clips.
TPU
Thermoplastic Polyurethane
Flexible and impact absorbing. Used for gaskets, seals, grips, vibration dampeners, and protective covers.
SLA — Photopolymer Resins
Std.
Standard Resin
High detail, smooth surface. For visual models and display parts where mechanical performance is secondary.
Tough
Engineering Resin
ABS-like toughness with SLA surface quality. For snap fits, living hinges, and functional assemblies requiring impact resistance.
HT
High-Temp Resin
Heat deflection up to 238°C (post-cured). For molding inserts, aerospace brackets, and heat-sink surrounds.
SLS — Powder Bed Fusion
PA12
Nylon 12 Powder
The workhorse SLS material. Excellent mechanical properties, no support marks, fine detail. Used across aerospace, automotive, and medical prototyping.
PA12-GF
Glass-Filled Nylon
30% glass fiber reinforcement for higher stiffness and temperature resistance. For structural brackets and housings requiring rigidity at elevated temperatures.
⚠️
Anisotropy in FDM Parts
FDM parts are weaker in the Z-direction (perpendicular to layer deposition) than in X and Y. For load-bearing parts, always orient critical load paths along X or Y during printing. If your part must be strong in all directions, SLS is a better choice — sintered parts are nearly isotropic.
04 Tolerances, Surface Finish & Post-Processing
Dimensional Accuracy by Technology
FDM General
±0.5 mm
±0.020″
Post-Machined
±0.025 mm
±0.001″
Post-Processing Options
| Process | Effect | Compatible With | Availability |
|---|
| Sanding / Polishing | Remove layer lines, improve Ra | FDM, SLA | ✓ Standard |
| Vapor Smoothing | Near-injection-molded finish | FDM (ABS, ASA) | ◑ On request |
| Painting / Coating | Color, UV protection, cosmetic | FDM, SLA, SLS | ✓ Standard |
| Epoxy Infiltration | Seal porous FDM for pressure/fluid testing | FDM | ◑ On request |
| Insert Installation | Heat-set threaded metal inserts M2–M8 | FDM, SLA, SLS | ✓ Standard |
| Post-Machining | CNC ream/drill critical features to tolerance | FDM, SLS | ✓ In-house |
| UV Curing | Harden and stabilize SLA resin parts | SLA | ✓ Standard |
💡
Hybrid Approach: Print + Machine
For parts that are mostly complex geometry but have a few critical-tolerance interfaces, print the body and post-machine just those features. This gives you the geometry freedom of additive manufacturing with CNC precision where it matters — at a fraction of the cost of fully machining the part.
05 The Nearshore Advantage: Tijuana vs. Domestic vs. Asia
For 3D printing specifically, nearshore sourcing is even more compelling than for traditional machining — because speed is often the primary reason you’re printing in the first place:
| Factor | U.S. Domestic | Tijuana Nearshore | Asia (China/Online) |
|---|
| Unit Cost | Highest | 20–35% below U.S. | Lowest |
| Total Lead Time | 2–5 days | 1–5 days | 10–20 days + shipping |
| Design Revision Speed | Same day | Same / next day | Restart shipping cycle |
| IP / File Security | Strong | Strong (USMCA) | Elevated risk |
| Communication | Same time zone | Same (Pacific) | 12–15 hr offset |
| Site Visit | Easy | 30–60 min from SD | Flight required |
| Combine with CNC | Same shop | Same shop or network | Separate supplier |
«When you’re iterating on a prototype every 48 hours, having your print shop 30 minutes away changes everything. You can hand-carry the file over in the morning and hold the part by afternoon.»
— Baja Supplies Sourcing Team
06 Common Applications for Industrial 3D Printed Parts
🔩
Functional Prototypes
Print early in the design process to validate form, fit, and function before committing to machining or tooling. FDM in ABS or PETG covers 80% of functional prototyping needs — in your hands within 24 hours of sending the file.
🔧
Assembly Jigs & Fixtures
Custom fixtures, locating jigs, drill guides, and go/no-go gauges for production lines. 3D printing allows jigs to be redesigned overnight when a line change occurs — without the lead time or cost of machining a new fixture.
📦
Enclosures & Housings
Electronic enclosures, sensor housings, and cable management components. FDM allows build volumes up to 18″ square — large enough to print most enclosure bodies as a single piece with mounting bosses, snap fits, and cutouts integrated.
⚙️
End-Use Production Parts
Low-volume production parts where injection molding tooling ($5k–$50k+) isn’t justified by volume. SLS PA12 parts are used directly in final products across aerospace, medical devices, and industrial automation.
🔄
Replacement & Legacy Parts
Discontinued components for machines still in service — particularly in maquiladora operations where OEM parts are no longer available. If you have the part to scan or a drawing, Baja Supplies can reverse-engineer and print a functional replacement, often in 24–48 hours.
🧰
Soft Tooling & Mold Inserts
SLA and high-temp resin parts used as low-volume injection mold inserts, vacuum form tooling, or thermoforming dies. Viable for 50–200 shots — ideal for bridge tooling while a production steel tool is being cut.
07 How the Sourcing Process Works with Baja Supplies
From file to part at your dock — Baja Supplies handles technology selection, production, and border logistics.
1
Submit Your File & Requirements
Send your STL, STEP, or OBJ file along with material preference, quantity, functional requirements, and target delivery date. If you’re unsure about technology, describe the application and we’ll recommend the right process.
2
Technology & Orientation Review
Our team evaluates your geometry for printability — flagging overhangs, thin walls, or features that need support strategy adjustments. We recommend the optimal print orientation to maximize strength along your critical load paths.
3
Quote & Approval
You receive a quote with technology, material, post-processing, and lead time confirmed. For rush FDM jobs, we can begin printing within hours of approval. No commitment until you approve.
4
Printing & Post-Processing
Parts are printed, cleaned, and post-processed per spec — sanding, insert installation, painting, or post-machining as required. Dimensional verification is performed on critical features before release.
5
Border Crossing & Delivery
Parts cross at Otay Mesa daily. San Diego-area delivery same day they ship — anywhere in the continental U.S. within 2–3 days by ground freight. Your CAD files never leave our secure network.
08 Design Tips That Get the Most from Additive Manufacturing
Additive manufacturing rewards different design thinking than machining. These principles apply across FDM, SLA, and SLS:
✓
Consolidate Assemblies
One of additive manufacturing’s greatest advantages is the ability to print complex assemblies as a single part. Look for opportunities to eliminate fasteners, adhesives, and assembly steps by integrating multiple components into one printed body — hinges, clips, channels, and brackets can all be part of a single print.
✓
Design for Support Removal (FDM & SLA)
Overhangs greater than 45° require support structures that must be removed after printing. Chamfer overhanging features to 45° or less, or redesign to self-support where possible. For holes parallel to the build plate, use teardrop profiles instead of circles.
✓
Add Clearance for Functional Fits
Printed parts are slightly larger than nominal due to material shrinkage and layer steps. For two printed parts that must mate, add 0.3–0.5mm clearance per side beyond your nominal gap. For printed parts mating to machined components, test-fit a printed sample before committing to a full batch.
✓
Use Wall Thicknesses of 1.2mm or More (FDM)
FDM nozzles are typically 0.4–0.6mm wide. Walls thinner than 1.2mm may print as a single extrusion pass with no infill — resulting in weak, brittle geometry. Keep all structural walls at 1.5mm minimum and increase to 3mm+ for load-bearing features.
✓
Orient Strength-Critical Features in X/Y (FDM)
FDM layer adhesion in Z is 20–40% weaker than in X/Y. Orient your part so that the primary load direction is in the X or Y plane — not through the layer stack. If Z-strength is unavoidable, switch to SLS or specify higher infill with more perimeters.
09 Frequently Asked Questions
What 3D printing technologies are available through Baja Supplies?
We offer FDM (Fused Deposition Modeling) for functional prototypes and large parts, SLA (Stereolithography) for high-detail visual models and snap-fit components, and SLS (Selective Laser Sintering) for end-use parts in engineering-grade nylon. Technology selection guidance is included with every quote at no extra charge.
How fast can I get 3D printed parts from Tijuana?
Simple FDM parts can be ready in 24–48 hours from file approval. SLA parts typically take 24–72 hours. SLS takes 3–5 business days due to powder bed preparation and cool-down cycles. Daily border crossings at Otay Mesa enable same-day delivery to San Diego-area facilities.
What file formats do you accept?
We accept STL, STEP, OBJ, and 3MF files. STEP is preferred when post-machining of critical features is required, as it preserves dimensional intent better than STL. If you only have a 2D drawing or a physical sample, contact us — we can work with reverse engineering for simple geometries.
What tolerances can I expect from 3D printed parts?
FDM holds ±0.5mm on general features. SLA achieves ±0.1–0.2mm. SLS holds ±0.3mm. For critical interfaces requiring tighter tolerances, we recommend post-machining those specific features after printing — combining additive geometry freedom with CNC dimensional precision.
Can 3D printed parts be used in final products, not just prototypes?
Yes. SLS Nylon PA12 parts in particular are widely used as end-use components in aerospace, medical devices, and industrial automation. FDM in ASA and PETG is used for end-use enclosures and covers. The key is matching material properties to operating requirements — temperature, load, UV exposure, and chemical contact all factor in.
Is there a minimum order quantity?
No minimum order quantity. Single-piece prints are accepted at the same per-unit pricing as batches. Volume discounts apply when multiple identical parts fill a build plate — ask about batch pricing when ordering 10 or more of the same part.
Are my CAD files and designs kept confidential?
Yes. Baja Supplies operates under NDA for all customer files and designs. Your CAD files are used exclusively for production of your order and are not shared with third parties. USMCA protections and Mexican IP law provide additional legal framework for design protection — stronger than comparable arrangements with Asian suppliers.
Get a Quote in 24–72 Hours
Send us your STL or STEP file and we’ll come back with technology recommendation, pricing, and lead time — no commitment required.
- STL, STEP, OBJ and 3MF files accepted
- Single piece to batch production — no minimum order
- FDM, SLA & SLS technologies available
- Delivery to San Diego in as little as 24 hours
Request a Quote →